Наши специалисты ответят на любой интересующий вопрос по услуге
Задать вопрос
Сварка нержавеющих и жаропрочных сталей, за исключением некоторых ограничений, может выполняться методами плавления и давления, используемыми для сварки нелегированных и низколегированных сталей. Процесс сварки нержавеющих и жаропрочных сталей изменяется в зависимости от характеристик основного металла, которые ожидается получить в результате сварки, например, стойкость к коррозии и высоким температурам. При этом, используемый сварочный материал должен обладать такой же коррозионной стойкостью, что и основной металл, или быть более высоколегированного сплава для некоторых применений.
Важные примечания:
Поверхности стабилизированной нержавеющей стали и сварочного металла не подвергаются интенсивной полировке.
Стабилизированные нержавеющие стали можно сваривать сварочными материалами того же состава, что и основной металл, а также низкоуглеродистыми сварочными материалами.
Низкоуглеродистые нержавеющие стали по возможности следует сваривать только с низкоуглеродистыми сварочными материалами.
Нержавеющие стали, легированные азотом (N), должны свариваться с обычными сварочными материалами (нелегированными азотом) с достаточно высокими механическими свойствами. При этом, необходимо обеспечить как можно более меньшее смешивание с основным металлом.
Поскольку при сварке тепловое расширение металла имеет высокие значения, с целью снижения деформации следует выполнять точечную сварку короткими проходами.
Ввиду того, что этот вид стали обладает низкой теплопроводностью, в зоне сварки происходит чрезмерное накопление тепловой энергии и по этой причине следует ограничить погонную энергию (тепловложение).
Для получения чистой металлической поверхности после завершения сварки требуется выполнить термическую обработку, которая позволит получить пассивную поверхность металла.
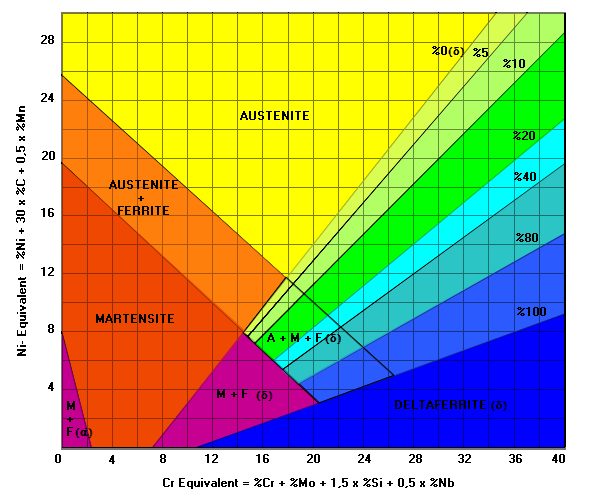
Диаграмма Шеффлера
Сварка аустенитных нержавеющих сталей марки A1
Наплавляемый металл имеет в составе дельта-феррит от 4 до 12 % (5 -15 FN), который определяет стойкость к образованию горячих трещин.
Если от сварных соединений требуется наличие таких характеристик как немагнитность, высокая коррозионная стойкость или ударная вязкость при низких температурах, в качестве сварочного материала необходимо выбирать металл с полностью аустенитной структурой.
Содержание ферритной фазы в смеси наплавленного металла и основного металла должно быть ниже 40% и для предупреждения чрезмерно снижения процентного содержания дельта-феррита ниже указанного значения, по мере возможности, необходимо поддерживать на низком уровне поглощение азота.
Не следует выполнять предварительный нагрев, температура между проходами должна быть не более 150°C.
Дугу возбуждают на нижней кромке.
Ферритная фаза (дельта-феррит) обладает магнитными свойствами.
Сварные соединения аустенитных хромоникелевых (Cr-Ni) нержавеющих сталей могут выполняться с аустенитными хромоникельмолибденовыми (Cr-Ni-Mo) нержавеющими сталями, вместе с этим следует учитывать параметры коррозионной стойкости и предпочитать сварочный материал того же состава.
Сварка аустенитных нержавеющих сталей марки A2
При выполнении сварки полностью аустенитных металлов необходимо помнить, что сталь такого типа имеет высокую склонность к образованию горячих трещин. Помимо этого, следует обратить внимание на следующие пункты:
Обязательно необходимо хорошо очистить зону сварки, предупредить попадание в зону сварки веществ, которые становятся причиной образования горячих трещин, таких как сера и т. п. вещества.
Кратеры в местах обрыва дуги должны быть заварены и, если требуется, зашлифованы.
Для предупреждения продольных горячих трещин необходимо обеспечить достаточную толщину корневого прохода.
Во время разделок кромок необходимо предупредить образование местных напряжений стали и избегать использование материалов толстого сечения.
Следует избегать больших сварочных ванн и высокой погонной энергии (тепловложения) для поддержания небольших размеров зерна и низкого уровня напряжений после сварки в сварном соединении. Это в свою очередь означает:
- ограничение погонной энергии (тепловложения) (не более 10 -15 кДж/см),
- выполнение плоского сварного шва или сильное ограничение колебательных движений сварочного электрода,
- отсутствие предварительного нагрева, температура между проходами должна быть не более 150°C.
Ферритно-аустенитные (F - A) (дуплекс) нержавеющие стали
Этот тип сталей с содержанием двух фаз, дельта-феррита и аустенита, называются двухфазными или дуплексными нержавеющими сталями. Сварочные соединения этих сталей выполняется методом сварки плавлением. Температура эксплуатации сварных соединений не более 250°C. В связи с тем, что при температуре 475°C образуются хрупкие фазы, при температуре в диапазоне от 250°C до 900°C происходит снижение ударной вязкости металла.
Для ограничения содержания дельта-феррита в наплавляемом металле, в сварочном материале с содержанием азотного (N) сплава в том же соотношении, что и у основного металла, содержание никеля должно быть несколько выше, чем у основного металла. Для сварных соединений, выполняемых из нержавеющих сталей с низким содержанием никеля, смесь должна быть ниже 40%. Сварка без использования присадочных металлов возможна только в том случае, если после сварки выполняются отпуск и последующая закалка.
Сварка должна выполняться без предварительного отжига, температура прохода не должна превышать 250 ° C (в сталях, содержащих около 23% Cr) или 150 ° C (в сталях, содержащих около 25% Cr).
Может быть выбрана немного более высокая погонная энергия (тепловложение), чем для сварки аустенитных нержавеющих сталей. В зависимости от метода сварки и толщины материала, сварка сталей с содержанием 23% Cr может выполняться при погонной энергии (тепловоложении) 5-25 кДж/см, сталей с содержанием 25% Cr - при погонной энергии (тепловоложении) 2 - 15 кДж/см.
Стали, содержащие большое количество дельта-феррита, склонны к водородному растрескиванию. Поэтому во время сварки следует обеспечить, по мере возможности, более низкое поглощение водорода (перед использованием следует высушить электроды и не должны использоваться сварочные газы с содержанием водорода).
Сварка полуферритной хромистой нержавеющей стали (F1 - Cr)
Металлы сварного шва, имеющие одинаковый химический состав и зоны термического влияния, могут иметь мартенситную или отпущенную структуру.
Температура отжига перед сваркой и температура между проходами должна составлять 200-300°С.
Отпуск, выполняемый после сварки при температуре 700 - 800°С, обеспечивает отпуск мартенсита, повышения ударной вязкости в результате выделения карбидов хрома по всему зерну и повышения стойкости к межкристаллитной коррозии.
В связи с риском возникновения холодного растрескивания, во время сварки следует обеспечить низкое поглощение водорода (перед использованием следует высушить электроды и не должны использоваться сварочные газы с содержанием водорода).
Если требуется обеспечение цвета и теплового расширения, аналогичного основному материалу, следует использовать присадочный материал без содержания никеля такого же состава, как и основной материал.
Если требуется обеспечить высокую ударную вязкость металла сварного шва и после сварки нет возможности для выполнения термообработки, в качестве сварочного материала можно использовать металл, по составу отличающийся от основного металла (например, аустенитная нержавеющая сталь или хромоникелевые (Ni-Cr) сплавы).
Сварка ферритной хромистой нержавеющей стали (F2 - Cr)
Ферритная нержавеющая сталь имеет склонность к увеличению зерна при температурах выше 950°C. Крупная зернистая структура, в свою очередь, становится причиной снижения ударной вязкости и при повторной термообработке не представляется возможным восстановить прежние значения ударной вязкости стали.
По этой причине, сварка должна выполняться при низких значениях погонной энергии (тепловложения) (низкая сила сварочного тока, использование электродов малого диаметра, выполнение плоского сварного шва либо сварки с малым количеством колебательных движений электрода).
В ферритных нержавеющих сталях пороговая температура перехода от пластичности к хрупкости, определяемая испытанием на ударную вязкость по Шарпи, находится в пределах комнатных температур. Для обеспечения низкой хрупкости и напряжения стали после сварки в зоне термического влияния, предварительный отжиг и температура между проходами должны составлять 200 - 300°C.
В связи с риском возникновения холодного растрескивания, во время сварки следует обеспечить низкое поглощение водорода (перед использованием следует высушить электроды и не должны использоваться сварочные газы с содержанием водорода).
При использовании сварочных материалов различного химического состава (аустенитных или Ni-Cr сплавов) с высокой ударной вязкостью предпочитается выполнение сварки многопроходными сварными швами. Если требуется сочетание по цвету с основным металлом или более низкое содержание никеля в металле сварного шва, облицовочный проход выполняется сварочным материалом того же состава, что и основной металл.
Отпуск при 700 - 800°C увеличивает ударную вязкость зоны термического влияния и металла сварного шва, снижает остаточные напряжения после сварки и восстанавливает стойкость к межкристаллитной коррозии до прежнего уровня.
Сварка мартенситных хромистых нержавеющих сталей (M- Cr)
Этот вид стали обладает способностью затвердевать на воздухе и имеет ограниченную свариваемость. Для поддержания низкой твердости в зоне термического влияния необходимо выполнять предварительный отжиг и температуру между проходами в диапазоне 200 - 300°C.
Стали с содержанием углерода более 0,2% не пригодны для сварных конструкций.
Закалка при температуре 700°С, , выполняемая сразу после сварки, повысит ударную вязкость сварных соединений и снизит остаточные напряжения после сварки.
В связи с риском возникновения холодного растрескивания, во время сварки следует обеспечить низкое поглощение водорода (перед использованием следует высушить электроды и не должны использоваться сварочные газы с содержанием водорода).
Если требуется сочетание по цвету с основным металлом или более низкое содержание никеля в металле сварного шва, облицовочный проход выполняется сварочным материалом того же состава, что и основной металл.
Для сварки высокоуглеродистых сталей, как правило, в соответствии с DIN 8556 используются аустенитные сварочные материалы различного состава, кроме того, в соответствии с DIN 1736 также можно использовать сварочные материалы из сплавов Ni-Cr.
Сварка мягких мартенситных хромоникелевых (Cr-Ni) сталей
Ограниченное содержание углерода до 0,05% обеспечивает образование пластичной мартенситной фазы в зоне термического влияния и основном металле того же состава.
Материалы с толстым поперечным сечением должны быть предварительно нагреты до 100°C, а температура между проходами должна быть в пределах 100-150°C.
В связи с риском возникновения холодного растрескивания, во время сварки следует обеспечить низкое поглощение водорода (перед использованием следует высушить электроды и не должны использоваться сварочные газы с содержанием водорода).
Сварочные материалы, имеющие тот же состав, что и основной металл, позволяют получить металл сварного шва, содержащий 0,04% углерода и 5% дельта-феррита.
Отпуск при температуре 580 - 620°C после сварки повышает пластичность.